Cтандартный образец содержания метиловых эфиров жирных кислот в дизельном топливе СО FAME-ПА. Метиловые эфиры жирных кислот в дизельном топливе
Cтандартный образец содержания метиловых эфиров жирных кислот в дизельном топливе СО FAME-ПА
Данное оборудование указано в следующих разделах каталога:
Cтандартный образец содержания метиловых эфиров жирных кислот в дизельном топливе (СО FAME-ПА) предназначен для градуировки средств измерений объемной и массовой доли метиловых эфиров жирных кислот (FAME, МЭЖК) в средних дистиллятах / дизельном топливе, для аттестации методик измерений и контроля точности результатов измерения объемной и массовой доли метиловых эфиров жирных кислот в дизельном топливе методами ИК-спектроскопии, газовой и жидкостной хроматографии.
Область применения
- Нефтехимическая, нефтеперерабатывающая промышленность
Нормативные документы на методы измерений (анализа, испытаний)
- ГОСТ Р ЕН 14078-2010 (EN 14078:2003). Нефтепродукты жидкие. Определение метиловых эфиров жирных кислот (FAME) в средних дистиллятах методом инфракрасной спектроскопии
- ГОСТ Р ЕН 12916-2008 (EN 12916:2006, ГОСТ EN 12916-2012). Нефтепродукты. Определение типов ароматических углеводородов в средних дистиллятах. Метод высокоэффективной жидкостной хроматографии с детектированием по коэффициенту рефракции
- ЕН 14213. Топливо бытовое. Определение метиловых эфиров жирных кислот (FAME). Требования и методы испытания
- EH 14214. Топливо для двигателей внутреннего сгорания. Метиловые эфиры жирных кислот для дизелей. Требования и методы испытаний.
Технические характеристики
| Комплектация и метод | Индекс ГСО (ГСО №) | Аттестованная характеристика, единица измерений | Границы относительной погрешности аттестованного значения СО (Р = 0.95), % | Аналог ГСО | |
| Объемная доля метиловых эфиров жирных кислот, % | Массовая доля метиловых эфиров жирных кислот, %* | ||||
| Для метода инфракрасной спектроскопии: ГОСТ Р ЕН 14078-2010 (групповой состав) | FAME-ПА (0/ИК) | 0 | 0 | ||
| FAME-ПА (1/ИК) | 1,0 | 1,2 | 2,0 | ||
| FAME-ПА (3/ИК) | 3,0 | 3,4 | 2,0 | ||
| FAME-ПА (7/ИК) | 7,0 | 7,9 | 2,0 | ||
| FAME-ПА (10/ИК) | 10,0 | 11,2 | 2,0 | ||
| Для метода ВЭЖХ: ГОСТ Р ЕН 12916-2008 (индивидуальный состав) | FAME-ПА (0/ВЭЖХ) | 0 | 0 | Supelco 37 Component FAME Mix (CRM47885) | |
| FAME-ПА (1/ВЭЖХ) | 1,0 | 1,2 | 2,0 | ||
| FAME-ПА (3/ВЭЖХ) | 3,0 | 3,5 | 2,0 | ||
| FAME-ПА (7/ВЭЖХ) | 7,0 | 7,9 | 2,0 | ||
| FAME-ПА (10/ВЭЖХ) | 10,0 | 11,2 | 2,0 | ||
*Значения приводятся для информации. Точные аттестованные значения могут отличаться в зависимости от партии.
Стандартный комплект поставки
- одна ампула 5 мл
- паспорт
granat-e.ru
ЛИТЕРАТУРНЫЙ ОБЗОР О МЕТОДАХ ПОЛУЧЕНИЯ СВОЙСТВАХ И ПРИМЕНЕНИИ ЭФИРОВ ЖИРНЫХ КИСЛОТ В ПРОИЗВОДСТВЕ БИОДИЗЕЛЬНОГО ТОПЛИВА
РАЗДЕЛ 1
1.1 Использование альтернативного топлива
Сейчас получение биоэнергии и биотоплива становится главной задачей во всем мире, особенно в связи с возрастающими ценами на нефть и повышением энергопотребления, а также проблемами охраны окружающей среды [1].
В последнее время все более широкое применение в качестве топлива для двигателей находят топлива, производимые из растительных масел [2].
Биодизель производится из любого растительного масла. При этом качество биодизеля зависит, прежде всего, от степени подготовки растительного масла. Масло не должно содержать механических примесей. Для получения биодизеля, отвечающего требованиям европейских стандартов, растительное масло необходимо очищать ещё тщательнее, а биодизель промывать [3].
Начиная с 1997 г. в Америке и странах Европы появились стандарты на биодизельное топливо, в которые вошли физико-химические показатели, определяющие качество метиловых эфиров растительных масел (МЭРМ), используемых не только как самостоятельный вид топлива, но и как компонент смесевого топлива (например, в смеси с нефтяным дизтопливом (ДТ)).
Поскольку жирно-кислотный состав эфиров растительных масел может несколько варьироваться, то и характеристики биодизельного топлива могут меняться. В таблице 1.1 представлены усреднённые характеристики биодизельного топлива, полученного из различных масел и требования к МЭРМ по стандартам DIN EN 14214[4].
Таблица 1.1
Физико-химические показатели топлив
| Параметры | DIN EN 14214 | Эфир подсолнечного масла | Эфир кукурузного масла | Эфир рапсового масла | Эфир льняного масла |
| Цетановое число | не менее51 | ||||
| Плотность 15 °С, кг/м3 | 860-900 | ||||
| Плотность 20 °С, кг/м3 | к н | ||||
| Вязкость, 40 °С, мм2/с | 3,5-5,0 | 4,0 | 4,1 | 5,3 | 5,0 |
| Вязкость, 20 °С, мм:-с-1 | н н | 6,1-7,1 | 6,4-7,4 | 3,0-8,6 | 7,7-8,0 |
| Фракционный состав, °С начало кипения 50% 96% | н/н | ||||
| Температура застывания, °С | не>-20 | -19 | -19 | -20 | -13 |
| Температура помутнения, °С | н/н | -13 | - | -15 | - |
| Температура вспышки, °С | не ниже120 | ||||
| Содержание серы, мг/кг | не> 10 | 7,9 | 8,5 | 5,7 | 6,7 |
| Содержание воды, мг/кг | не>500 |
Как видно из данных, представленных в таблице, характеристики получаемых в настоящее время метиловых эфиров растительных масел довольно близки и удовлетворяют требованиям европейского стандарта, сформулированного для компонента дизельного топлива;
Так, цетановое число биодизельного топлива выше, чем требует стандарт DIN EN 14214, но не превышает 55 единиц (при более высоком цетановом числе ухудшается экономичность работы двигателя и увеличивается дымность отработанных газов).
Фракционный состав топлив имеет очень важное эксплуатационное значение, так как характеризует его испаряемость в двигателях и давление паров при различных температурах и давлениях [5].
Высокая температура вспышки делает это топливо более безопасным при хранении, транспортировке и эксплуатации.
Низкое содержание серы улучшает экологические характеристики биодизеля.
По данным Министерства энергетики США (Department of Energy – DOE) применение биодизельного топлива снижает выбросы практически всех вредных веществ, за исключением оксидов азота, снижает канцерогенность выхлопа на 94%, мутагенность на 80 – 90% (в случае применения чистого биодизельного топлива).
Теплота сгорания чистого биодизельного топлива ниже, чем у дизтоплива на 11 – 12,5% (на единицу массы) и на 7 – 8% (на единицу объёма). Более низкая теплота сгорания приводит к некоторому (до 10%) снижению мощности двигателя и увеличению расхода топлива [6].
Биодизель смешивается с дизельным топливом во всех соотношениях. Во многих странах используют смеси биодизеля с дизельным топливом. Часто смеси с дизельным топливом имеют свои обозначения, например «B20», такое обозначение указывает, что смесь содержит 20% биодизеля [7].
Преимущества биодизеля перед нефтяным дизельным топливом:
- биодизель производится из возобновляемого сырья, тем самым не завися от постоянно уменшаемых запасов нефти.
- является полностью биоразлагаемым.
- его использование приводит к сокращению выбросов большинства отработанных газов (за исключением оксидов азота)
- более высокая температура вспышки, обеспечивает большую безопасность при обработке и хранении [8].
К недостаткам стоит отнести более высокую стоимость, хотя во многих странах цена регулируется на законодательном уровне путем различных субсидий и уменьшением акцизных сборов. Более высокая стоимость может быть компенсирована использованием менее дорогого сырья, различных жировых отходов (например, отработанного масла для жарки). Также при использовании биодизеля немного увеличенное количество выбросов отработанных газов оксидов азота [9].
Исследования по применению растительных масел и топлив на ихоснове проводятся крупнейшими двигателестроительными фирмами: AllisChalmers, Caterpillar, Cummins, GeneralMotors, JohnDeere, Harvester (США), Perkins, Ricardo (Англия), Mercedes-Benz, Daimler-Benz, Deutz, Volkswagen, MAN, HatzDiesel, Henkel-hauzen, Porsche (Германия), Volvo (Швеция), Isuzu, Toyota, Komatsu (Япония) [10].
Первый испытательный завод для производства биодизеля из рапсового масла был построен в Австрии в 1987 году. Постоянное развитие производства биодизеля в Европе привело к принятию в 2003 году европейской директивы в поддержку биодизеля [11].
1.2 Теория получения биодизеля
Биодизель – это сложные эфиры жирных кислот (ЖК), получаемые обычно переэтерификацией природных масел и жиров низшими спиртами (метанолом, этанолом и др.) в присутствии катализаторов. Глицериды ЖК при нагревании с нейтральными метиловым или этиловым спиртами даже при кипячении почти не изменяются. Но если к жиру, нагретому примерно до +80°С, при хорошем перемешивании прилить двойной объем метилового спирта, в котором растворено немного едкого калия ( примерно 0,9 н. раствор), то через несколько минут из образовавшегося раствора глицерин (ГЛ) выделяется в виде отдельной фазы. Анализы показывают, что в спиртовом растворе над слоем ГЛ оказываются метиловые эфиры ЖК исходного жира с небольшим количеством ацилглицеридов. Результаты протекающей при этом реакции можно представить суммарным уравнением (рис. 1.1)
Рисунок 1.1. Суммарное уравнение алкоголиза ТГ со спиртами
Как видно при этой реакции из глицеридов ЖК образуются метиловые эфиры. Такой обмен спиртов в сложных эфирах называют алкоголизом. В общем такой алкоголиз аналогичен гидролизу жиров. Различие заключается в том, что вместо воды действующим агентом является спирт.
Подобно гидролизу алкоголиз триглицеридов (ТГ) протекает в три последовательных стадии [12, 13]:.
| (1.1) (1.2) (1.3) |
Процесс алкоголиза может быть катализируемый кислотами, катализируемый щелочами, проходить с использованием ферментов или без использования катализатора. Без катализатора он протекает крайне медленно даже при температуре + 250°С [14,15].
Алкоголиз при атмосферном давлении осуществляется с 0,5÷1,0 молярным избытком спирта в присутствии щелочного катализатора при температуре от +25°С до+100°С. Такой катализируемый щелочами процесс алкоголиза при атмосферном давлении проходит без всяких проблем, если исходные масла или жиры свободны от воды и содержат меньше 0,5% масс. свободных ЖК [16]. Жиры и масла, имеющие относительно высокое содержание свободных ЖК, могут быть переэтерифицированы под высоким давлением с 7÷8 молярным избытком метанола в присутствии щелочного или металлического катализатора с образованием метиловых эфиров. Этот процесс проводится при температуре + 240°С и давлении около 10,0 Мпа [17]. Алкоголиз при атмосферном давлении, по сравнению с переэтерификацией под высоким давлением, требует значительно меньше метанола и энергии, а также не требует дорогостоящих реакторов, работающих под давлением.
Глубина алкоголиза глицеридов зависит от состава реагирующих эфиров и спирта. В случае алкоголиза ТГ глубина его наибольшая при применении метилового спирта (достигает около 95%). С увеличением молекулярной массы действующего спирта глубина алкоголиза уменьшается, определяясь положением установившегося равновесия. Глубина алкоголиза, например, подсолнечного масла при применении этилового спирта равна 35,3%, а при использовании амилового спирта она составляет всего 11,5% [13]. Равновесие алкоголиза может быть сдвинуто изменением соотношения между количествами ТГ и спирта, или при выведении из зоны реакции одного из образующихся продуктов, например, глицерина (ГЛ).
При использовании метанола наиболее применяемыми параметрами проведения реакции являются: температура 60°C и мольное соотношение метанол:масло 6:1 [18, 19, 20, 21]. Использование других спиртов (этанол и бутанол) требует более высоких температур (75 и 114°C соответственно) для достижения максимального выхода эфиров [22].
Сама реакция алкоголиза обратима, хотя при получении из масел сложных эфиров жирных кислот протекание обратной реакции маловероятно за счет того, что образовавшийся глицерин не смешивается с продуктами реакции, в результате образуется двухфазная система.
Реакция алкоголиза соевого масла с метанолом или 1-бутанолом, в зависимости от мольного соотношения спирта к соевому маслу, является или реакцией псевдопервого порядка, или реакцией второго порядка (спирт:соевое масло 30:1 – псевдопервый порядок, спирт:соевое масло 6:1 - второй порядок; катализатор NaOBu), тогда как обратная реакция есть реакцией второго порядка [23]. В работах [24, 25, 26] также было проведено исследование порядка реакции. Метанолиз подсолнечного масла при мольном соотношении метанол:подсолнечное масло 3:1 описывался кинетическими уравнениями второго порядка, но в результате образования глицерина и расслоения системы порядок не был подтвержден. В дальнейшем было подтверждено, что смешиваемость играет существенную роль при прохождении реакции [24].
1.3 Сырье для производства биодизельного топлива
1.3.1 :Жировое сырье
Состоянием на 2011 год производство биодизеля в мире составляет около 30 миллионов тонн в год. С другой стороны, ежегодное производство растительных масел составляет приблизительно 110 миллионов тонн, и они, главным образом, используются в продовольственных целях. Поскольку производство растительных масел пока не может увеличиваться с той быстротой, с которой растет спрос на биодизель, конкуренции с продовольственным рынком не избежать. В основном все растительные масла и животные жиры могут использоваться в качестве сырья для промышленного производства биодизеля. Но сейчас основным сырьем является рапсовое, соевое и пальмовое масла [27].
Выбор масла во многом зависит от региона производства, и как правило используют самое распространенное в этом регионе масло, что приводит к снижению себестоимости биодизеля. Следовательно, рапсовое и подсолнечное масла используются в Европейском союзе [28], пальмовое масло преобладает при производстве биодизеля в тропических странах [29, 30], соевое масло [31] и жиры животного происхождения является основным сырьем в США.
Также эфиры жирных кислот производятся и с других видов сырья: масла кокосового [32], масла из рисовых отрубей [33, 34], масла эфиопской горчицы (Brassicacarinata) [35], животных жиров и талового масла [35, 36, 37].
На выбор сырья могут повлиять и правительственные решения, такие как программы субсидий. Так, в США программа поддержки способствовала использованию рафинированного соевого масла сои в качестве сырья для производства биодизеля. С другой стороны Бразилия, хоть и является вторым в мире производителем сои в мире поддерживает производство биодизеля с касторового масла, поскольку правительство полагает, что рынки для соевого масла более обширны, в отличие менее востребованного касторового [38].
1.3.2 Спиртовые компоненты
В настоящее время наиболее популярным и широко используемым спиртом для получении ЖЭНС является метанол. Такой выбор обусловлен тем, что метанол является одним из самых дешевых спиртов. Например в США он вдвое дешевле этанола. А вот в Бразилии этанол дешевле метанола, и следовательно биодизель производят используя этанол. В Украине также сейчас более дешевым является метанол, но наблюдается тенденция выравнивания цен на метанол и этанол [39].
Одним из главных достоинств метанола при производстве биодизеля является то, что с ним легче идет реакция, нежели при использовании других спиртов (этанол, бутанол). И следовательно, при использовании метанола энергетические затраты производства биодизеля меньше.
Однако он обладает рядом недостатков, которые во всё большей мере перевешивают его преимущества. Метанол ядовит; его получают из природного газа (не возобновляемый источник сырья, который всё время дорожает и этот процесс продолжится в будущем). Ядовитость метанола опасна для окружающей среды и при гидролизе его жирнокислых эфиров, который может протекать при попадании этих эфиров в окружающую среду.
Известно [40, 41] использование спиртов с более длинной как прямой так и разветвленной цепью (этиловый, изопропиловый, бутиловый спирты), и было установлено, что эфиры жирных кислот этих спиртов имеют более низкие точки замерзания, чем их метиловые эфиры.
Что же касается этанола, то у него есть ряд преимуществ. Его получают из возобновляемых источников сырья. Он гораздо менее ядовит, чем метанол. Его эфиры с жирными кислотами практически не отличаются по свойствам от метиловых эфиров жирных кислот. Для Украины этанол обладает ещё и тем преимуществом, что мощности по его производству загружены ~ на 50%, поэтому рост его производства не потребует значительных капитальных вложений.
К недостаткам этанола можно отнести более низкую скорость реакции, чем при использовании метанола. Что в свою очередь влечет за собой повышение давления и температуры процесса и приведет к удорожанию производства биодизеля.
Производство биоэтанола в мире растёт очень быстрыми темпами, а цена на него постепенно снижается. Согласно отчетам Организации экономического сотрудничества и развития (ОЭСР) и Продовольственной и сельскохозяйственной организации ООН (ПСО), объем производства биоэтанола будет расти и к 2017 г. достигнет 125 млрд. л, что в 2 раза больше показателя 2007 г. В качестве примера специалисты ПСО приводят успешное использование растительного топлива в Бразилии. Страна является крупнейшим в мире производителем биоэтанола. Около одного миллиона бразильских автомобилей работают на горючем, получаемом из сахарного тростника [42]. Очень важно и то, что для производства этанола по новым, так называемым «зелёным», технологиям можно использовать непищевое сырьё.
Довольно перспективным спиртом для производства биодизеля стает бутанол. До недавнего времени он считался синтетическим и его очень мало получали из возобновляемых источников. Сейчас разработаны методы и технологии получения бутанола из возобновляемого сырья.
Во всём мире бутанол позиционируется, прежде всего, как альтернатива нефтяному бензину и этанолу. Его называют горючим следующего поколения. Главными его преимуществами по сравнению с биоэтанолом являются более высокая энергонасыщенность и существенно более низкая гигроскопичность. Пока биобутанол дороже, чем биоэтанол, однако, в близком будущем эксперты прогнозируют сближение цен и даже более низкие цены для биобутанола, чем для биоэтанола [43].
Бутанол имеет лучшую смешиваемость с липидным сырьем, что способствует снижению массообменных процессов. Кроме того, температура кипения бутанола выше чем у метанола и этанола, что позволяет проводить реакцию при более высоких температурах. Это немаловажная преимущество особенно при кислотно-катализируемом алкоголизе, так как часто требуется более высокая температура реакции для быстрого достижения высокой степени превращения [44]. Например, процесс бутанолиза соевого масла в присутствии 1% масс h3SO4 проводят при температурах от 77 до 117 °С. При 117 °C время реакции составляет только 3 ч, в то время как при 77 °С требуется 20 ч. При более высоких температурах степень разделения фаз уменьшается, увеличивается константа скорости, а также улучшается смешиваемость, что приводит к существенному сокращению времеми реакции [45].
В частности, при 240 °С и 7 МПа в присутствии 1,7% масс h3SO4 для достижения степени превращения 90% требуется только 15 мин. В таких условиях при использовании сырья, богатого высокомолекулярными свободными жирными кислотами, реакция идет с непрерывным удалением воды. Тем не менее, при таких жестких условиях могут проходить побочные реакции, такие как глицеролиз.[22, 46].
1.3.3 Альтернативное сырье
Даже при использовании самых дешевых рафинированных масел в качестве сырья, производство биодизеля является более дорогим в сравнении с получением нефтяного дизельного топлива. В [47, 48, 49] показано, что биодизельное топливо, произведенное из пищевых растительных масел, экономически не может конкурировать с топливом на основе нефти. Основной причиной является относительно высокая стоимость жирового сырья, которая составляет от 70 до 85% общей стоимости производства. В результате биодизель оказывается дороже нефтяного топлива. А желание среди коммерческих фирм использовать возобновляемое сырье для производства топлива с низким уровнем загрязнения окружающей среды и большей стоимостью, как правило, не велико.
В Европе высокие налоговые ставки на нефть способствуют некоторому снижению разницы между ископаемым и возобновляемым видами топлив и способствуют более широкому использованию биодизеля. Также в использовании биодизеля большое значение имеют экологические и энергетические проблемы безопасности [50].
О нецелесообразности использования в качестве сырья для биодизеля пищевых жиров говорится в проекте резолюции Европы об отмене с 2020 года дотаций на производство биотоплива. Основную проблему эксперты видят в том, что при продолжительном использовании пищевых культур - рапса, кукурузы и сахарного тростника – человек неминуемо приближает наступление глобального продовольственного кризиса. Кроме того, для выращивания этих культур с целью дальнейшей переработки в биотопливо, вырубаются большие площади лесных массивов. В результате объем выделяющихся парниковых газов не уменьшается, как планировалось при производстве биотоплива, а растет.
В связи с этим, в проекте резолюции Европейской комиссии сказано, что с 2020 года будет поощряться только такое производство биотоплива, которое не использует сельхозкультуры и способствует уменьшению количества парниковых газов. Это значит, что экологичное топливо можно будет производить только из отходов и водорослей, при том, что сегодня в Европе 80% биодизеля производится из рапса.
Уже на данный момент альтернативной заменой растительных пищевых жиров могут послужить например животные жиры. Они, как правило, дешевле рафинированных масел, так как они являются побочным продуктом животноводства и спрос на них ниже, чем у наиболее распространенных растительных масел. Животные жиры имеют более высокое содержание насыщенных жирных кислот, чем растительные масла и имеют довольно высокую температуру плавления, что может привести к выпадению осадка в холодную погоду [51]. Положительным фактором использования животного жира является более высокое цетановое число полученного биодизеля, в сравнении с биодизелем, полученным на основе растительных масел [52].
Только жиры с низким содержанием свободных жирных кислот пригодны для прямого алкоголиза с использованием щелочных катализаторов [53, 54]. Хотя алкоголиз животных жиров осуществляется методами, аналогичными тем, которые применяются для растительных масел, существуют некоторые особенности [55, 56].
Еще одним потенциальным сырьем для производства биодизеля является соапсток. В настоящее время эти отходы (после доведения их на заводах изготовителях до товарной формы) представляют собою смесь жиров (полных и неполных ацилглицеролов), жирных кислот и воды с относительно небольшим количеством фосфолипидов, белковых веществ и серной кислоты. Таких отходов в Украине образуется около10000 т/год в пересчёте на жирные кислоты [57, 58].
Интересным и перспективным сырьем для производства биодизеля являются водоросли. Выход масла с единицы площади при использовании водорослей намного превышает выход масла с масличных растений, кроме того водоросли не нуждаются в пахотной земле, и могут расти в любом месте, где есть вода и солнечный свет [59].
Данные по сравнительной эффективности различных культур, приведенные в таблице 1.2, взятой из [60], также говорят о преимуществе микроводорослей перед традиционными сельскохозяйственными культурами.
Таблица 1.2
Выход масла с 1 га посевной площади для различных культур
| Вид растения | Урожайность | |
| кг/га | л/га | |
| Соя | ||
| Рапс | ||
| Подсолнечник | ||
| Кокосовая пальма | ||
| Масличная пальма | ||
| Микроводоросли, достигнутый результ | ||
| Микроводоросли, потенциальный результат |
Однако, несмотря на уже имеющийся опыт промышленного получения микроводорослей и жиров из них на коммерческой основе, пока ещё в технологии выращивания микроводорослей достаточно нерешённых проблем [61].
1.4 Катализаторы
1.4.1 Гомогенные катализаторы
В многочисленной литературе описано производство биодизеля переэтерефикацией [29,30, 31, 32, 33, 34, 62, 63, 64]. Биодизель в настоящее время производят с использованием гомогенных щелочных катализаторов, поскольку процесс при использовании кислотного катализатора протекает значительно медленнее [35, 65, 66]. Наиболее распространенными являются катализаторы: гидроксид калия (КОН), гидроксида натрия (NaOH), метилат натрия (NaOCh4) и этилат натрия (NaOCh3Ch4) [67].
Главным преимуществом гомогенного щелочного катализа перед кислотным является - высокая скорость обменных процессов при умеренных условиях и сравнительно короткое время реакции [68]. Кроме того, щелочные катализаторы менее коррозионно-агрессивные к промышленному оборудованию. Одним из главных недостатков основных катализаторов является большая чувствительность к содержанию свободных жирных кислот в сырье. Это означает, что щелочные катализаторы оптимально работают при использовании высококачественного, с низким содержанием свободных жирных кислот, масла, которое является более дорогим чем неочищенные масла Таким образом, использование щелочных катализаторов ограничено содержанием жирных кислот в сырье. Максимально допустимым считают присутствие 3% жирных кислот [69].
При использовании гомогенных кислотных катализаторов реакция алкоголиза протекает намного медленнее, чем при использовании гомогенных щелочных катализаторов [70]. Тем не менее, кислотные катализаторы при реакции алкоголиза имеют важное преимущество, поскольку производительность кислотного катализатора не сильно зависит от наличия в сырье свободных жирных кислот, а также кислотные катализаторы могут быть одновременно катализаторами для реакции этерификации и переэтерификации. Таким образом, большое преимущество кислотных катализаторов заключается в том, что они могут производить биодизель из недорогого липидного сырья, например, из отходов жировой промышленности [69]. Главными недостатками кислотного катализа является возможность формирования побочных продуктов реакции вследствие окисления или разложения сырья под действием кислоты [71].
Использование в качестве катализаторов алкоголятов соответствующих спиртов имеет преимущества перед гидроксидами соответствующих металлов, так как выделяющаяся в результате взаимодействия спирта с гидроксидом, согласно уравнению (1), вода будет мешать протеканию реакции.
R′OH + XOH → R′OX + h3O (R′ = алкил; X = Na или K)
Применение алкоголятов также приводит к получению более чистого глицерина [51, 22].
Показано [51], что содержание воды и свободных жирных кислот в жировом сырье должно быть минимальным.
В работе [72] описан процесс алкоголиза рапсового масла с использованием КОН и NaОН в качестве катализаторов.
В работе [73] описано производство биодизеля из отработанных масел для жарки (фритюрных жиров) с использованием КОН в качестве катализатора. Реакция проводилась при атмосферном давлениии комнатной температуре, в результате достигалась степень превращения 80-85% у же через 5 минут реакции даже при использовании метанола в стехиометрическом соотнощении. В результате было предположено, что содержание в сырье СЖК менее 3% не несет никакого отрицательного эффекта при получении биодизеля. Также приемлемым является содержание фосфолипидов в пределах 300 Ppm. Полученные таким образом сложный эфир метилового спирта отвечают требованиям к уровню качества для австрийского и европейского биодизеля.
В работах [35, 65] описан процесс получения биодизеля из соевого масла с использованием в качестве катализатора гидроксида натрия и гидроксида калия. В работе [74] пришли к заключению, что гидроксид калия является лучшим катализатором чем гидроксид натрия при алкоголиза подсолнечного масла. Оптимальными были выбраны условия: 1%массKOH, температура 69 ± 1°Cи соотношение спирт:масло 7:1, что дало выход сложных эфиров метилового спирта 97,7% через 18 минут реакции.
Как уже упоминалось, алкоголиз ТАГ, катализируемая щелочами или кислотами, состоит из трех последовательных обратимых реакций. В последовательности реакций, где ТАГ ступенчато превращается в диглицериды, моноглицериды и, наконец, глицерин, сопровождается освобождением эфира на каждом шаге (рис. 1.2).
При кислотно-катализируемой реакции алкоголиза (рис. 1.2), сначала происходит протонирование кислорода карбонильной группы. Это, в свою очередь, увеличивает электрофильность соседнего атома углерода, что делает его более восприимчивым к присоединению нуклеофила.
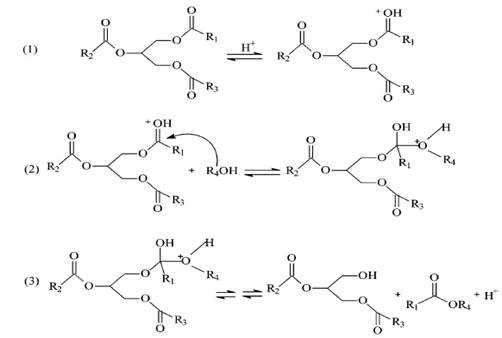
Рисунок 1.2 – Механизм реакции алкоголиза триглицеридов в присутствии гомогенного кислотного катализатора: (1) протонирование карбонильной группы кислотного катализатора, (2) нуклеофильная атака алканола, образование тетраэдрических промежуточных соединений ; (3) миграция протона и распад промежуточных соединений .
В отличие от кислотного катализа щелочной идет более прямым путем. Сначала образуется алкоксид-ион, который непосредственно выступает в качестве сильного нуклеофила (рис. 1.3). Важным различием, которое в конечном счете влияет на активность катализатора, является формирование электрофила при кислотном катализе, по сравнению с более сильным нуклеофилом, который образуется при основном катализе.
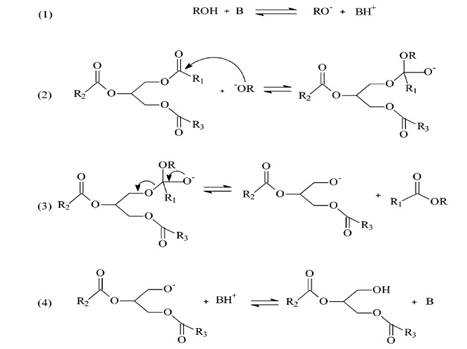
Рисунок 1.3 – Механизм реакции алкоголиза триглицеридов в присутствии гомогенного щелочного катализатора: (1) образование активной формы RО-, (2) нуклеофильная атака RО- карбонильной группы ТГ, формирование тетраэдрической структуры; (3) промежуточное распределение; (4) восстановление RO- активных частиц.
Реакции алкоголиза триглицеридов в случае кислотного катализа катализируются, как правило, неорганическими кислотами, такими как серная кислота, соляная кислота, фосфорная кислота. В [45, 46] исследованы реакции алкоголиза соевого масла с метанолом с использованием 1% (масс.) концентрированной серной кислоты. В результате исследований обнаружили, что при температуре 65°С и молярном соотношении метанол:масло 30:1, потребовалось 69 часов, чтобы степень превращения масла в метиловые эфиры была более 90%.Кроме того, было установлено, что скорость реакции зависит от трех режимов. Первоначально реакция характеризуется массообменным процессом между катализатором и реагентами. Второй режим, который был кинетически контролируемым, характеризовался внезапным всплеском образования продукта. Наконец, на последнем этапе равновесие реакции сдвигалось в сторону окончания реакции.
В кислотно-катализируемых реакциях скорость может быть увеличена за счет использования большего количества катализатора [45, 68, 70].
В [46] использовали различное количество серной кислоты (1, 3 и 5% по массе) для алкоголиза жиров с метанолом. В этих исследованиях увеличение скорости наблюдалось за счет повышения количества катализатора, и выход эфиров составлял от 72,7 до 95,0% соответственно.
Использование низкокачественного сырья в кислотно-катализируемых реакциях приводит к образованию значительного количества воды, что оказывает негативное воздействие на производство биодизельного топлива. Было установлено, что содержание воды должно быть менее 0,5 % масс., для достижения выхода эфиров 90%.[45, 68].
В [75] изучено влияние воды на образование метиловых эфиров при алкоголизе рапсового масла с метанолом при использовании различных катализаторов (1,5 мас% NaOH, 3 мас% h3SO4).Исследования показали, что присутствие воды более негативно сказывается при использовании кислотного катализатор, чем щелочного. В кислотно-катализируемой реакции, выход эфиров снизился до 6% в присутствии 5% масс. воды в начальной смеси реагентов, в отличие от реакций, катализируемых щелочными катализаторами, в которых присутствие того же количества воды в реакционной смеси лишь незначительно влияет на выход эфиров, который составил примерно 70% [75].
Также в [76] выяснили, что присутствие полярных соединений снижает каталитическую активность кислотного катализатора. Вода вызывает подобный эффект. Исходя из сильного сродства серной кислоты и воды вероятнее, что кислота будет взаимодействовать с молекулами воды, а не с молекулами спирта.
Увеличение содержания воды в системе приводит к образованию кластеров вокруг катализатора и приводит к его блокированию, подавляя реакцию [77].
1.4.2 Гетерогенные катализаторы
Было отмечено, что часто используемые методы производства биодизеля из рафинированных масел и жиров базируются на использовании растворимых катализаторов. Удаление этих катализаторов из глицерина и спирта является технически сложным и удорожает конечный продукт. Используя щелочные гомогенные катализаторы высокая степень превращения достигается при температурах 40-65°C в течение нескольких часов реакции. Более высокие температуры, как правило, не используется во избежание увеличения давления в системе, что приведет к необходимости использования более дорогостоящих аппаратов, работающих под давлением.
Можно проводить реакцию и без катализаторов. Такая технология требует высоких давлений (20 МПа) и температуры (350°C). Эта технология широкого применения не находит [78].
Нерастворимые каталитические системы называются "гетерогенными". По сравнению с гомогенными катализаторами, их использование значительно упрощает очистку продукта и приводит к сокращению отходов, требующих утилизации. Используемые гетерогенные катализаторы [79] представлены в таблице 1.3
Таблица 1.3
Используемые гетерогенные катализаторы
| Тип катализатора | Пример |
| Карбонаты и гидрокарбонаты щелочных металлов | Na2CO3, NaHCO3, K2CO3, KHCO3 |
| Продолжение таблицы 1.3 | |
| Оксиды щелочных металлов | K2O |
| Соли щелочных металлов и карбоновых кислот | Лаурат калия |
| Алкоголяты щелочноземельных металлов | Смесь оксидов и алкоголятов щелочноземельных металлов |
| Карбонаты щелочноземельных металлов | CaCO3 |
| Оксиды щелочноземельных металлов | CaO, SrO, BaO |
| Гидроксиды щелочноземельных металлов | Ba(OH)2 |
| Соли щелочноземельных металлов и карбоновых кислот | Ацетаты Са и Ва |
| Сильные анионообменные смолы | Amberlyst A 26, A 27 |
| Фосфаты металлов | Ортофосфаты алюминия, галлия и железа (ІІІ) |
| Оксиды, гидроксиды и карбонаты переходных металлов | Fe2O3 (+ Al2O3), Fe2O3,Fe3O4,FeOOH,NiO,Ni2O3,NiCO3,Ni(OH)2 Al2O3 |
| Соли аминокислот и переходных металлов | Аргинат Zn или Сd |
| Соли переходных металлов и жирных кислот | Пальмитат и стеарат Zn или Mn |
| Силикаты и цеолиты | Силикаты К, Na; силикаты и алюминаты Zn, Ti, Sn; цеолиты на основе Ti |
В [80] рассмотрен алкоголиз масел и жиров рядом спиртов с использованием в качестве катализатора посаженного на алюминий оксида цинка. В другой работе [81] используют в качестве катализатора процесса метанолиза соевого масла смесь ацетатов кальция и бария при 200 C.
Получение этиловых эфиров рапсового масла с выходом 78% при 240°C и > 95% при 260°C с использованием карбоната кальция в качестве катализатора описано в [82]. Время реакции составляет 18 минут.
Во всех описанных случаях с применением гетерогенных катализаторов необходима большая температура (больше 200°С) для достижения степени превращения > 90% [83].
Тем не менее, применение гетерогенных катализаторов при алкоголиза масел обычно требует более жестких условий (повышенные температуры и давление). В частности, ограниченный массоперенос в некоторых случаях может резко сократить активную поверхность твердого тела, тем самым ограничить влияние катализатора на реакцию алкоголиза [78].
Поверхность гетерогенных катализаторов должна обладать гидрофобными свойствами, хорошо адсорбировать триглицериды и плохо адсорбировать такие полярные продукты как глицерин и вода.
1.5 Технологии получения биодизеля
1.5.1 Процессы, катализируемые щелочами
Самым простым методом получения биодизеля есть смешение реагентов в реакторе. При этом мольное соотношение спирт :триацилглицерины колеблется от 4:1 до 20:1, но наиболее распространенным является соотношение 6:1.
Рабочая температура в реакторе обычно 65-70°C, хотя используемые температуры от 25°C до 85°C.
Наиболее используемый катализатор - гидроокись натрия или гидроокись калия. Загрузка катализатора колеблется от 0,3 % до 1.5 % [84].
На рисунке 1.4 отображен процесс получения биодизеля из сырья с низким содержанием свободных жирных кислот с использованием щелочных катализаторов [56].
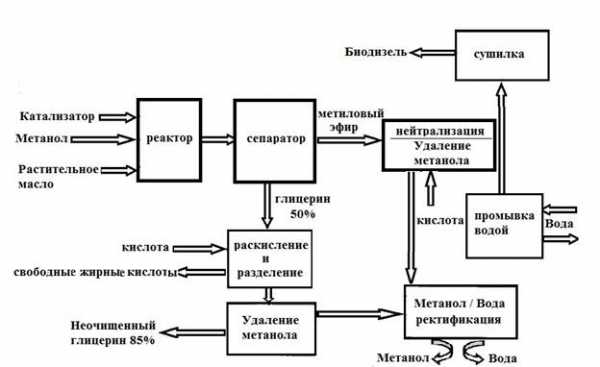
Рисунок 1.4 - Процесс получения биодизеля из сырья с низким содержанием свободных жирных кислот с использованием щелочных катализаторов.
Жировое сырье представляет собой смесь соевого и рапсового масел. Спирт, катализатор и жировое сырье загружали в реактор и перемешивали 1 час при 60°С.
megaobuchalka.ru
СО содержания метиловых эфиров жирных кислот в дизельном топливе :: СО FAME-ПА
НАЗНАЧЕНИЕ СО:стандартный образец содержания метиловых эфиров жирных кислот в дизельном топливе (СО FAME-ПА) предназначен для для градуировки средств измерений объемной и массовой доли метиловых эфиров жирных кислот (FAME, МЭЖК) в средних дистиллятах / дизельном топливе, для аттестации методик измерений и контроля точности результатов измерения объемной и массовой доли метиловых эфиров жирных кислот в дизельном топливе методами ИК-спектроскопии и газовой хроматографии.
ОБЛАСТЬ ПРИМЕНЕНИЯ:— нефтехимическая— нефтеперерабатывающаяпромышленность
НОРМАТИВНЫЕ ДОКУМЕНТЫ НА МЕТОДЫ ИЗМЕРЕНИЙ (АНАЛИЗА, ИСПЫТАНИЙ):
- ГОСТ Р ЕН 14078-2010 (EN 14078:2003). Нефтепродукты жидкие. Определение метиловых эфиров жирных кислот (FAME) в средних дистиллятах методом инфракрасной спектроскопии.
- ГОСТ Р ЕН 12916-2008 (EN 12916:2006, ГОСТ EN 12916-2012). Нефтепродукты. Определение типов ароматических углеводородов в средних дистиллятах. Метод высокоэффективной жидкостной хроматографии с детектированием по коэффициенту рефракции (требование на содержание не более 5% об. FAME в анализируемых дизельных топливах).
- ASTM D7797. Standard Test Method for Determination of the Fatty Acid Methyl Esters Content of Aviation Turbine Fuel Using Flow Analysis by Fourier Transform Infrared Spectroscopy—Rapid Screening Method.
- ASTM D7861. Standard Test Method for Determination of Fatty Acid Methyl Esters (FAME) in Diesel Fuel by Linear Variable Filter (LVF) Array Based Mid-Infrared Spectroscopy.
- ASTM D7806. Standard Test Method for Determination of the Fatty Acid Methyl Ester (FAME) Content of a Blend of Biodiesel and Petroleum-Based Diesel Fuel Oil Using Mid-Infrared Spectroscopy.
- ASTM D7371. Standard Test Method for Determination of Biodiesel (Fatty Acid Methyl Esters) Content in Diesel Fuel Oil Using Mid Infrared Spectroscopy (FTIR-ATR-PLS Method).
- ГОСТ Р ЕН 14331-2010. Нефтепродукты жидкие. Идентификация метиловых эфиров жирных кислот (FAME) в средних дистиллятных топливах методом жидкостной и газовой хроматографии.
- ASTM E2997-16. Standard Test Method for Analysis of Biodiesel Products by Gas Chromatography-Mass Spectrometry.
- IP 585. Determination of fatty acid methyl esters (FAME), derived from bio-diesel fuel, in aviation turbine fuel — GC-MS with selective ion monitoring/scan detection method.
- ЕН 14213. Топливо бытовое. Определение метиловых эфиров жирных кислот (FAME). Требования и методы испытания (EN 14213, Heating fuels — Fatty acid methyl esters (FAME) — Requirements and test methods).
- EH 14214. Топливо для двигателей внутреннего сгорания. Метиловые эфиры жирных кислот для дизелей. Требования и методы испытаний (EN 14214, Automotive fuels — Fatty acid methyl esters (FAME) for diesel engines — Requirements and test methods).
КОМПЛЕКТАЦИЯ:СО FAME поставляется в ампуле номинальной вместимостью 5 см3. Объём материала СО в ампуле составляет 5 см3. В комплект поставки входят: 1 образец с этикеткой и паспорт.
Метрологические характеристики СО FAME-ПА
I. Для метода инфракрасной спектроскопии (групповой состав): ГОСТ Р ЕН 14078-2010 и аналогичные стандарты.
| Индекс ГСО(ГСО №) | Аттестованная характеристика,единица измерений | Границы относительной погрешности аттестованного значения СО (Р = 0,95), % | Аналог ГСО | |
| Объемная доля метиловых эфиров жирных кислот, % | Массовая доля метиловых эфиров жирных кислот, %* | |||
| FAME-ПА (0/ИК) | 0 | 0 | — | |
| FAME-ПА (1/ИК) | 1,0 | 1,2 | 2,0 | |
| FAME-ПА (3/ИК) | 3,0 | 3,4 | 2,0 | |
| FAME-ПА (7/ИК) | 7,0 | 7,9 | 2,0 | |
| FAME-ПА (10/ИК) | 10,0 | 11,2 | 2,0 | |
! * Значения приводятся для информации. Точные аттестованные значения могут отличаться в зависимости от партии.
II. Для метода газовой хроматографии (индивидуальный состав): ГОСТ Р ЕН 14331-2010 и аналогичные стандарты.
| Индекс ГСО(ГСО №) | Аттестованная характеристика,единица измерений | Границы относительной погрешности аттестованного значения СО (Р = 0,95), % | Аналог ГСО | |
| Объемная доля метиловых эфиров жирных кислот, % | Массовая доля метиловых эфиров жирных кислот, %* | |||
| FAME-ПА (0/ГХ) | 0 | 0 | — | Supelco 37 Component FAME Mix (CRM47885) |
| FAME-ПА (1/ГХ) | 1,0 | 1,2 | 2,0 | |
| FAME-ПА (3/ГХ) | 3,0 | 3,5 | 2,0 | |
| FAME-ПА (7/ГХ) | 7,0 | 7,9 | 2,0 | |
| FAME-ПА (10/ГХ) | 10,0 | 11,2 | 2,0 | |
! * Значения приводятся для информации. Точные аттестованные значения могут отличаться в зависимости от партии.
petroanalytica.ru
ХАРАКТЕРИСТИКИ СГОРАНИЯ МЕТИЛОВЫХ ЭФИРОВ ЖИРНЫХ КИСЛОТ В ДИЗЕЛЬНОМ ДВИГАТЕЛЕ
Транскрипт
1 УДК Н. Г. Банников GIK инженерно-технологический институт (Topi, district Swabi, KPK, Pakistan, ХАРАКТЕРИСТИКИ СГОРАНИЯ МЕТИЛОВЫХ ЭФИРОВ ЖИРНЫХ КИСЛОТ В ДИЗЕЛЬНОМ ДВИГАТЕЛЕ На основании анализа процессов впрыска топлива и индикаторных диаграмм исследованы характеристики сгорания метиловых эфиров Jatropha и их влияние на эффективные и токсические показатели дизельного двигателя. Рассмотрены методы повышения коэффициента полезного действия двигателя при работе на метиловых эфирах жирных кислот. На підставі аналізу процесів уприскування палива та індикаторних діаграм досліджені характеристики згоряння метилових ефірів Jatropha та їх вплив на ефективні та токсичні показники дизельного двигуна. Розглянуті методи підвищення коефіцієнта корисної дії двигуна при роботі на метилових ефірах жирних кислот. 1. Введение Метиловые эфиры жирных кислот, называемые биодизелем, получают из растительных масел или животных жиров путем трансэстерификации и используют в качестве топлива для дизельных двигателей [1]. Основной целью использования биодизеля является сокращение потребления дизельного топлива нефтяного происхождения и предотвращение парникового эффекта. Физико-химические свойства биодизеля, в частности объемный модуль упругости, вязкость, плотность, теплота сгорания, цетановое число и т.д., отличаются от таковых для дизельного топлива. В силу этого конструктивные и регулировочные параметры двигателя, оптимизированные для работы на дизельном топливе, становятся неоптимальными для биодизеля. Большинство опубликованных исследований отмечают снижение эффективной мощности (N e ), увеличение удельного эффективного расхода топлива (g e ), ухудшение эффективного КПД (η e ) и увеличение выхода оксидов азота с отработавшими газами при работе двигателя на биодизеле [2]. Существуют несколько методов снижения негативного воздействия биодизеля на показатели двигателя. Это использование смесей биодизеля с дизельным топливом, изменение конструктивных и регулировочных параметров двигателя и модификация топлива. При использовании смесей изменение параметров двигателя пропорционально содержанию биодизеля в смеси [3]. Таким образом, использование смесей биодизель/дизельное топливо не уменьшает негативного эффекта, а только делает его менее заметным, суммарный же эффект, приведенный к массе потребленного биодизеля, остается неизменным. Изменение регулировочных и конструктивных параметров двигателя (изменение угла опережения и давления впрыска топлива, числа и диаметра сопловых отверстий форсунки, степени сжатия, формы камеры сгорания и т.п.) является эффективным, но нежелательным методом, т.к. измененные параметры становятся неоптимальными при использовании традиционного дизельного топлива. Наиболее перспективным методом решения проблемы является модификация топлива. Использование различных присадок (индивидуальные жирные кислоты, индивидуальные углеводороды, спирты и т.д.) к биодизелю позволит получить топливо с заданными свойст- 70
2 вами, обеспечивающими заданный закон сгорания и, в результате, наилучшие экономические и токсические показатели [4]. При выборе присадок необходимо знать, какие свойства топлива необходимо модифицировать для обеспечения требуемых показателей. Для этого необходимо знать, вопервых: состав и физико-химические свойства используемого биодизеля; во-вторых: механизм влияния свойств топлива на показатели впрыска и сгорания; в-третьих: влияние закона сгорания топлива и других параметров на эффективные и токсические показатели двигателя. Достоверные данные по перечисленным выше пунктам можно получить главным образом в результате экспериментальных исследований. Целью работы является дальнейшее исследование путей оптимизации экономических и токсических показателей дизельного двигателя при работе на биодизеле путем модификации последнего. Достижение поставленной цели возможно только путем тщательного исследования характеристик сгорания биодизеля на основании анализа процессов подачи топлива и индикаторных диаграмм двигателя. 2. Характеристики исследуемых топлив В данной работе испытывались метиловые эфиры масла Jatropha (далее биодизель J100), дизельное топливо (D100) и их смесь J20/D80 (20% J100 и 80% ДТ по объему). Выбор биодизеля J100 обоснован тем, что в Пакистане Jatropha curcas рассматривается как перспективный источник для коммерческого производства биодизеля. Характеристики топлив приведены в табл. 1. В таблице для сравнения также приведены свойства биодизеля B100 (независимо от источника получения), рекомендуемые стандартом ASTM D Следует отметить, что вместо цетанового числа, определение которого трудоемко и требует специального оборудования, приведен цетановый индекс, рассчитываемый на основании плотности в градусах API (API gravity) и температуры выкипания 50% топлива. Таблица 1. Свойства испытываемых топлив Параметры Метод B100 определения D D J100 плотность при 15ºC, кг/м 3 ASTM D ,9 881,8 вязкость при 40ºC, сст ASTM D445 1,9-6,0 3,348 4,62 температура воспламенения, ºC ASTM D min 65,0 148,0 кислотное число, мг КOH/г ASTM D664 0,80 max NA 0,44 температура помутнения, ºC ASTM D NA +3 температура застывания, ºC ASTM D NA низшая теплота сгорания, MДж/кг ASTM D240-42,41 38,3 цетановый индекс ASTM D min свободный глицерин, % ASTM D128 0,020 NA 0,006 суммарный глицерин, % ASTM D128 0,24 NA 0, Экспериментальная установка, методика проведения эксперимента и обработки экспериментальных данных Экспериментальные исследования проводились в лаборатории тепловых двигателей механического факультета GIK Инженерно-технологического института, Пакистан. Топлива исследовались на одноцилиндровом четырехтактном дизельном двигателе с непосредственным впрыском топлива в камеру сгорания в поршне. Спецификация двигателя приведена ниже Параметры Значение марка/изготовитель АС1 Lister-Petter, UK номинальная мощность, квт 5,0 номинальная частота вращения, мин
3 максимальный крутящий момент, Н м 15,6 при 2650 мин -1 диаметр цилиндра, мм 76,2 ход поршня, мм 66,67 рабочий объем двигателя, дм 3 0,304 степень сжатия 18,5 камера сгорания торроидальная, в поршне установочный угол опережения впрыска топлива 26 до ВМТ давление открытия иглы форсунки, бар 200 Двигатель нагружался генератором постоянного тока. Для определения нагрузки использовался тензометрический датчик и цифровой осциллоскоп PicoScope Концентрации окислов азота (NO x ), окиси углерода (СО), несгоревших углеводородов (HC как C 6 H 14 ) в сухих отработавших газах и дымность выхлопа определялись пятикомпонентным газоанализатором AVL DiCom 4000 с разрешением 1 ppm для NO x и HC, 0,01% для CO и 0,1% для дымности отработавших газов. Газоанализатор калибровался сертифицированными калибровочными смесями в соответствии с руководством по эксплуатации. Удельные выбросы вредных веществ рассчитывались по методике ISO :2006(E). Для определения положения поршня в ВМТ с точностью до 0,1 использовался датчик AVL 488. Давление газов в цилиндре измерялось кварцевым пьезодатчиком AVL QC34D. Давление топлива в топливопроводе измерялось тензодатчиком AVL SL31D Он был установлен на равном расстоянии (15 см) от штуцера топливного насоса и штуцера форсунки. Для усиления и преобразования сигналов обоих датчиков давления использовался усилитель AVL MicroIFEM Combi 4CH SDC. Подъем иглы форсунки определялся встроенным индуктивным датчиком и усилителем AVL Bridge Amplifier 3010A01. Давление газов в цилиндре и топлива в топливопроводе, а также подъем иглы форсунки регистрировались высокоскоростной восьмиканальной системой индицирования двигателя AVL IndiModul 621, используемой вместе с оптическим датчиком положения коленвала AVL 365CC. Данные датчиков давления и подъема иглы форсунки обрабатывались в среде AVL IndiCom для расчета среднего индикаторного давления, начала впрыска топлива, периода задержки воспламенения, скорости тепловыделения и других важных характеристик впрыска и сгорания топлива. Испытания двигателя проводились по циклу G2 в соответствии с международными стандартами ISO , ISO и ISO Измерение нагрузки и частоты вращения, расходов топлива и воздуха, температур в системах двигателя, состава и дымности отработавших газов производились одновременно. 4. Результаты экспериментальных исследований Рис. 1. Характеристики впрыска и сгорания топлив: p e = 5 бар, n = 3600 мин Влияние свойств биодизеля на характеристики сгорания и показатели двигателя Характеристики подачи и сгорания дизельного топлива D100 и биодизеля J100 представлены в табл. 2 и на рис. 1. В целом сгорание биодизеля характеризуется более ранним началом 72
4 сгорания, меньшей скоростью тепловыделения и большим максимальным давлением цикла. Более высокие значения объемного модуля упругости биодизеля и, как следствие, скорости распространения волн давления приводят к увеличению давления и опережению впрыска биодизеля по сравнению с дизельным топливом. Увеличению давления биодизеля также способствует уменьшение утечек через зазор плунжер-втулка топливного насоса, вызванное повышенной вязкостью биодизеля. Таблица 2. Характеристики подачи и сгорания топлив D100 и J100 Параметры Топливо D J100 начало впрыска, град 14,1 17,1 продолжительность впрыска, град 18,1 23,0 задержка воспламенения, град 8,1 8,1 начало сгорания, град. 6,0 8,9 продолжительность сгорания, град 43,2 50,4 максимальное давление цикла, бар 74,1 76,7 скорость нарастания давления в цилиндре, бар/град 6,7 5,1 Более ранний впрыск топлива приводит к увеличению периода задержки воспламенения благодаря меньшим значениям давления и температуры заряда цилиндра, в который впрыскивается топливо. Однако, как следует из табл. 2, несмотря на уменьшение температуры заряда, длительность задержки воспламенения биодизеля такая же, как и дизельного топлива. Этот факт свидетельствует о том, что цетановое число биодизеля выше, чем дизельного топлива, что противоречит данным табл. 2. Отсюда следует немедленный вывод цетановый индекс, который является хорошей аппроксимацией цетанового числа нефтяного дизельного топлива, не может применяться для биодизеля. В результате увеличения опережения впрыска и неизменной длительности задержки воспламенения сгорание биодизеля начинается на три градуса поворота коленвала (п.к.в.) раньше, чем дизельного топлива. Количество гомогенной горючей смеси биодизеля с воздухом, образовавшейся за период задержки воспламенения, меньше, чем дизельного топлива вследствие низшей средней температуры заряда. В результате уменьшается максимальная скорость сгорания и количество биодизеля, сгоревшего в фазе быстрого сгорания. Косвенным подтверждением этого является меньшая скорость нарастания давления при сгорании биодизеля. Рис. 2 иллюстрирует изменение эффективных показателей двигателя при номинальной частоте вращения. Удельный эффективный расход биодизеля J100 и смеси J20/D80 выше расхода дизельного топлива на всех нагрузках. При этом увеличение расхода J20/D80 пропорционально его составу. Удельный эффективный КПД уменьшается от D100 до J100, но Рис. 2. Эффективные показатели двигателя: n = 3600 мин 1 73
5 сохраняет при этом пропорциональность для J20/D80. Сгорание биодизеля начинается раньше при всех значениях нагрузки (рис. 2). Однако несмотря на это, температура отработавших газов выше для биодизеля. Повышенная температура ОГ это результат увеличенного расхода биодизеля, необходимого для обеспечения той же мощности, что и при сгорании дизельного топлива. Об увеличении цикловой подачи биодизеля свидетельствует также увеличение его давления и продолжительности впрыска (рис. 1). Тщательный анализ данных табл. 2 и рис. 2 показывает, что только 10% возросшего на 20% расхода J100 может быть объяснено меньшей на 10% низшей теплотой сгорания биодизеля. Остаток следует отнести на счет ухудшения эффективного КПД двигателя. Негативное влияние биодизеля на рабочий процесс двигателя может быть смягчено путем увеличения эффективного КПД. Эффективный КПД определяется отношением работы цикла теплосодержанию топлива, т.е. к произведению массы цикловой подачи топлива и низшей теплоты сгорания. Будучи нормализованным параметром, эффективный КПД не зависит от теплоты сгорания топлива и определяется исключительно формой индикаторной диаграммы, в частности, максимальным давлением цикла и его положением относительно ВМТ [5]. В свою очередь, характер кривой давления определяется регулировками впрыска топлива и его цетановым числом. Для J100 и J20/D80 уменьшение цетанового числа привело бы к запаздыванию сгорания, уменьшению отрицательной работы сжатия и, как результат, к увеличению эффективного КПД. Реализация такого способа увеличения η e рассмотрена ниже. Токсические характеристики двигателя при работе на биодизеле, дизельном топливе и их смеси приведены на рис. 3. При работе двигателя на биодизеле увеличиваются удельные выбросы NO x (до 25%), уменьшаются дымность ОГ и выбросы несгоревших углеводородов. Удельные выбросы CO увеличиваются при больших нагрузках и уменьшаются при малых. Полученные результаты токсичности ОГ с J100 и J20/D80 согласуются с результатами большинства опубликованных исследований [2]. При анализе влияния биодизеля на токсические характеристики двигателя возникает естественный вопрос: возможна ли их коррекция путем модификации биодизеля? Ответ: да для NO x и едва ли для других компонентов. Оксиды азота, главным образом Рис. 3. Удельные эффективные выбросы токсичных веществ: n = 3600 мин 1 NO, образуются в высокотемпературной зоне продуктов сгорания из атмосферного азота и кислорода [6]. В дизелях выход оксидов азота значительно зависит от угла 74
6 опережения впрыска и цетанового числа топлива. Следовательно, модифицируя топлива присадками, вполне возможно наряду с эффективным КПД оптимизировать и выбросы NO x. Снижение дымности ОГ и выброса несгоревших углеводородов объясняется содержанием кислорода в биодизеле. Уменьшение продолжительности сгорания будет способствовать снижению выброса продуктов неполного сгорания. Увеличение выброса CO при нагрузках, близких к номинальной, требует дальнейшего исследования. Одной из причин повышенного выброса СО может быть ухудшение качества распыливания и смесеобразования биодизеля Снижение негативного влияния J100 на показатели двигателя путем присадки бутанола В этой части исследования была предпринята попытка увеличения эффективного КПД двигателя, работающего на J100 добавке спиртов, имеющих низкое цетановое число. Экономически целесообразным было бы использование метилового или этилового спиртов. Но их использование в испытанном двигателе было невозможным в силу его конструктивных особенностей. В испытываемом двигателе (как и в ряде других одноцилиндровых) корпус топливного насоса расположен в картере двигателя и подвержен воздействию разбрызгиваемого смазочного масла, температура которого достигает значений выше 100 С. Экспериментально было установлено, что при работе двигателя на смесях дизельного топлива с метанолом при температуре смазочного масла выше 85 С в системе топливоподачи образуются паровые пробки и двигатель останавливается. Поэтому для эксперимента был выбран бутанол, температура кипения которого равна 117 С. Низшая теплота сгорания бутанола равна 33,08 МДж/кг, вязкость 3,64 сст при 20 С и 2,27 сст при 40 С, цетановое число 25. Были испытаны десяти- (J90/B10) и двадцати- (J80/B20) процентные смеси бутанола с биодизелем J00. Характеристики сгорания смесей представлены на рис. 4. Рис. 5 иллюстрирует относительное изменение эффективных и токсических показателей двигателя (приведенных к J100). Анализ результатов показал, что впрыск смеси J80/B20 начинается на 0,4 град п.к.в. раньше, чем J100. Однако в силу меньшего цетанового числа задержка воспламенения J80/B20 увеличилась на 1,2 град п.к.в, по сравнению с J100. В результате сгорание J80/B20 начинается на 0,8 град п.к.в. позже и несколько увеличивается скорость тепловыделения. Но главный результат требуемое изменение формы кривой давления достигнут. Как видно из рис. 4, давление в цилиндре в быстрой фазе сгорания J80/B20 меньше, чем для J100, что привело к уменьшению отрицательной работы сжатия и увеличению η e на 2% (рис. 5). Увеличение η e компенсировало меньшую теплоту сгорания бутанола, и удельный эффективный расход смеси J80/B20 практически не изменился по сравнению с J100. Из рис. 5 также следует, что по сравнению с J100, J80/B20 показывает снижение выбросов NO x (3%), СО (15%) и дымности отработавших газов (17%). Выход несгоревших углеводородов увеличивается, но, учитывая низкие абсолютные выбросы, порядка 10 1 г/квтч, это увеличение можно считать несущественным. Рис. 4. Влияние присадки бутанола к биодизелю на характеристики впрыска и сгорания топлива: n = 3600 мин 1 75
7 Рис. 5. Изменение экономических и токсических показателей двигателя, работающего на различных топливах: p e = 5 бар, n = 3600 мин 1 ; 1 удельный эффективный расход топлива; 2 эффективный КПД; 3 удельный выброс CO; 4 удельный выброс HC; 5 удельный выброс NO x ; 6 дымность ОГ 5. Выводы Установлено, что в силу отличия свойств биодизеля и дизельного топлива изменяются характеристики впрыска и сгорания топлива. В частности, для J100 повышенные значения объемного модуля упругости и вязкости приводят к увеличению давления и опережения впрыска топлива. Лучшая воспламеняемость J100 приводит к уменьшению периода задержки воспламенения и более раннему началу сгорания. В результате уменьшается эффективный КПД цикла и возрастают выбросы оксидов азота. Присадка 20% бутанола к J100 увеличивает эффективный КПД двигателя по сравнению с J100. Увеличение КПД компенсирует меньшую теплоту сгорания смеси биодизель/бутанол и обеспечивает равные удельные эффективные расходы J100 и J80/B20. Присадка бутанола также снижает выбросы NO x, CO и дымность отработавших газов. Литература 1. The Biodiesel Handbook. Editors: Herhard Knothe, Jon Van Gerpen, Jurgen Krahl. AOCS Press, Champaign, Illinois, р. 2. Lapuerta M. Effect of biodiesel fuels on diesel engine emissions / M. Lapuerta, O. Armas, J. Rodrıguez- Fernandez // Progress in Energy and Combustion Sci Vol. 34, 2. P Bannikov M. G. Non-edible vegetable oils as a stock for biodiesel in Pakistan: Experimental investigation / M. G. Bannikov, Ali Khan Rashid // J. Intern. Sci. Publ.: Materials, Methods & Technologies. Vol. 6, Part 2, ISSN , published at: 4. The Role of Additives for Diesel and Diesel Blended (Ethanol or Biodiesel) Fuels / Nubia M. Ribeiro, Angelo C. Pinto, Cristina M. Quintella et al. // A Review. Energy Fuels Vol. 21 (4). Р Heywood J. B. Internal Combustion Engines Fundamentals / J. B. Heywood. McGraw-Hill, р. 6. Зельдович Я. Б. Физика ударных волн и высокотемпературных гидродинамических явлений / Я. Б. Зельдович, Ю. П. Райзе. М.: Наука, с. Поступила в редакцию
docplayer.ru